
آموزش چاپ سه بعدی برای تازه کارها: چطور و چگونه شروع کنیم؟

شروع کار با پرینت سه بعدی ترسناک یا پیچیده نیست! خیلی ساده است مثل کار کردن با لپ تاپ. برای لذت بردن از چاپگر سه بعدی لازم نیست مدرک تخصصی داشته باشید. میتوانید براحتی در خانه از آن استفاده کرده و سرگرم شوید. راهنمای ساده ما فرآیند چاپ سه بعدی و نحوه کار با آنرا
شروع کار با پرینت سه بعدی ترسناک یا پیچیده نیست! خیلی ساده است مثل کار کردن با لپ تاپ. برای لذت بردن از چاپگر سه بعدی لازم نیست مدرک تخصصی داشته باشید. میتوانید براحتی در خانه از آن استفاده کرده و سرگرم شوید. راهنمای ساده ما فرآیند چاپ سه بعدی و نحوه کار با آنرا برای علاقمندان توضیح میدهد.
این روزها، حتما کلماتی مثل 3DPrinting یا پرینت سه بعدی به گوشتان خورده است؛ اما وقتی کسی از “چاپ سه بعدی” نام می برد، منظور چیست؟ رسانه های خبری، چاپ۳ بعدی را بعنوان یک فناوری جادویی آینده به تصویر می کشند که قادر به تکرار اشیاء پیچیده خواهد بود از ساخت فضاپیما تا کپی انسانها! خیر، واقعیت حال حاضر و آینده نزدیک به این شدت تخیلی نیست. این اخبار عوام فریبانه باعث میشود که علاقمندان گمراه شوند و توقعات عجیبی پیدا کنند و منطق فنی دستگاههای قابل خرید را درک نکنند. ما در این مطلب میخواهیم مفهوم فناوری چاپ سه بعدی تجاری حال حاضر دنیا که مناسب عموم افراد جامعه میباشد را شرح دهیم. در حال حاضر فناوریهای چاپ سه بعدی بسیار متنوعی وجود دارند که اکثر آنها در مرحله تحقیق و توسعه هستند یا بسیار گرانقیمت و محدود به اهداف صنعتی است؛ اما یک روش وجود دارد که ارزان، ساده و مناسب کاربران خانگی یا کارگاههای کوچک و بزرگ است و اصطلاحا به آن مدلسازی رسوب ذوب شده (FDM 3D Printing) میگویند. مطلب ما هم روی این تکنیک رایج تمرکز دارد.
FDM با استفاده از متریال ترموپلاستیک (موسوم به فیلامنت : Filament) کار می کند که اساساً یک رشته پلاستیکی است که دور یک قرقره تا وزن خاصی پیچیده شده است. این رشته در دستگاه چاپگر ذوب شده، به طور انتخابی بر اساس مختصات سه بعدی رسوب کرده و خنک شود. این کار لایه به لایه (در دقت میکرون) آنقدر تکرار می شود تا یک مدل کامل فیزیکی ساخته شود.
این فناوری توسط افرادی ایجاد شد که می خواستند بسرعت قطعات اولیه را نمونه سازی کنند. امروزه، تولید سریع نمونه اولیه یکی از بزرگترین مزایای پرینت FDM است. جای تعجب نیست که 3D Printer تبدیل به یک راه حل قوی برای تولید کم حجم شده است.
قبل از اینکه به جزئیات نحوه عملکرد چاپ سه بعدی ادامه دهیم، یک نکته دیگر نیز قابل ذکر است؛ برخی از منابع از عبارت “FFF” که مخفف “ساخت رشته فیلامنت ذوب شده” است به جای “FDM” استفاده می کنند. اصطلاح FDM در ابتدا توسط کمپانی Stratasys که حق مالکیت اختراع تجاری این فناوری را داشت استفاده می شد؛ پس از پایان مهلت حق مالکیت معنوی، جامعه متن باز شروع به ساخت چاپگرهای سه بعدی اوپن سورس (عمدتا رومیزی) بر اساس متریال فیلامنت (پلاستیک) کردند و مخفف FFF به یک اصطلاح عمومی تر در دنیا تبدیل شد. در هر حال هر دو مخفف FDM یا FFF فرق خاصی ندارند و نوع فناوری یکسان است، فقط نام ها متفاوت هستند. امروزه اکثر مردم از “FDM” استفاده می کنند.
خب، مقدمه چینی کافیست حالا برویم سر اصل مطلب!
ساده ترین راه برای درک نحوه عملکرد پرینت FDM آنست که ابتدا قطعاتی که در ساخت این دستگاههای خانگی بکار میرود را یاد بگیرید. قبل از شروع بحث در بخاطر بسپارید که این نوع چاپگرها از سه محور ریاضی X، Y و Z استفاده می کنند. محورهای X و Y مسئول حرکات چپ، راست، جلو و عقب هستند، در حالی که Z محور حرکت عمودی را کنترل می کند.
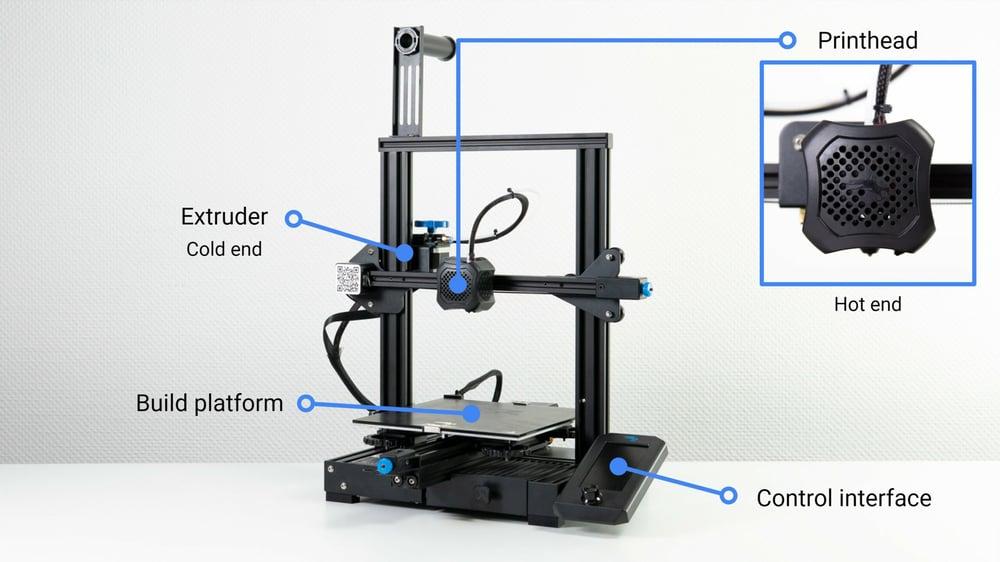
اکنون، بیایید به اجزای اصلی یک چاپگر۳بعدی نگاه کنیم:
- سکوی ساخت یا Build platform: سکوی ساخت (که بستر چاپ نیز نامیده می شود) در اصل سطحی است که قطعات روی آن ساخته می شوند. پلتفرم ساخت یک دستگاه خوب شامل بستر گرم شونده است تا چسبیدن کف قطعه به آن آسانتر شود و از جدا شدن قطعه حین ساخت جلوگیری گردد.
- اکسترودر یا Extruder: پک اکسترودر قطعه ای است که وظیفه کشیدن و هل دادن فیلامنت را از طریق سر چاپ بر عهده دارد. بسته به تنظیم اکسترودر مستقیم (یک تکه) یا Bowden (دو تکه)، اکسترودر و هد چاپ یک بخش واحد در نظر گرفته می شوند (یعنی بلوکی که در امتداد شاسی دستگاه حرکت می کند). اکسترودر از دو جزء فرعی تشکیل شده است:
- انتهای سرد یا cold end: قسمت مکانیکی است که از یک موتور، چرخ دنده های محرک و سایر اجزای کوچک تشکیل شده است که رشته را فشار می دهند و می کشند. صرف نظر از قراردادهای نامگذاری، اکسترودر همیشه حداقل از انتهای سرد تشکیل شده است.
- انتهای داغ یا hot end:شامل یک هیتر گرم شونده و یک سر نازل است، جاییکه اول رشته را گرم می کند تا بتوان از دومی یعنی نوک نازل خارج شود. در مورد اکسترودر دو تکه یا Bowden، انتهای داغ بعنوان بخشی از اکسترودر در نظر گرفته نمی شود.
3.هد چاپگر یا Printhead: ممکن است یک یا چند هد چاپ روی یک دستگاه وجود داشته باشد، اگرچه اکثر چاپگرها فقط یک هد دارند.
- روی هد چاپ، بین انتهای داغ و انتهای سرد، یک هیت سینک و فن قرار دارد که برای خنک نگه داشتن انتهای سرد و جلوگیری از گیر کردن ضروری است.
- علاوه بر فن هیت سینک، معمولا حداقل یک فن دیگر برای خنک کردن رشته مذاب (منظور ثبات دمایی ذوب) پس از خروج از انتهای داغ وجود دارد. این معمولاً فن خنک کننده نامیده می شود.
4.رابط کنترل یا Control interface: پرینترهای سه بعدی مدرن دارای صفحه لمسی هستند که برای کنترل دستگاه استفاده می شود. در چاپگرهای قدیمی یا ارزانقیمت، یک صفحه نمایش LCD ساده یا کاراکتری با دکمه اسکرول فیزیکی و چرخ کلیک بجای رابط تاچ بکار میرود. بسته به مدل و کیفیت دستگاه، یک پورت ورودی کارت SD، درگاه USB یا اگر خیلی خوشبخت باشید پورت شبکه و اتصال WiFi نیز ممکن است وجود داشته باشد.

چاپ سه بعدی FDM چگونه کار می کند؟
توضیحات اجزای سازنده بخش قبل را بخاطر بسپارید تا فرآیند را بهتر متوجه شوید: فرآیند پرینت زمانی شروع می شود که شما یک فایل۳بعدی سازگار شده در نرم افزار آماده سازی 3DPrint بنام اسلایسر (Slicer) را به چاپگر ارسال می کنید. این فایل فرمت Gcode حاوی مجموعهای از دستورالعملها برای همه چیز است، از جمله اینکه دمای نازل را در چه دمایی باید نگه داشت و ابعاد پلتفرم ساخت و همچنین نحوه حرکت نازل و مقدار رشته برای اکسترود کردن، نحوه حرکت محورها و …
هنگامی که کار چاپ شروع می شود، بستر ساخت و نازل گرم می شوند. با رسیدن نازل به دمای مناسب ذوب رشته فیلامنت، اکسترودر رشته را به انتهای داغ فشار می دهد. در این مرحله، چاپگر آماده است تا پرینت سه بعدی قطعه را شروع کند. هد چاپ شروع به رسوب رشته مذاب می کند و اولین لایه بین نازل و بستر ساخت به بیرون تزریق می گردد. این ماده مدت کوتاهی پس از خروج از نازل سرد می شود (بکمک فن خنک کننده، قطعه شروع به سفت شدن می کند). پس از تکمیل لایه، با توجه به استاندارد مکانیکی دستگاه، هد چاپ در امتداد محور Z به مقدار کمی به سمت بالا حرکت می کند یا بستر ساخت برای ترزیق لایه جدید پایین میرود و این روند تا زمانیکه قطعه کامل شود تکرار می شود. وقتی میگوییم حرکت Z به سمت بالا یا پایین، تصور تغییر فواصل میکرونی بر اساس مختصات سه بعدی ریاضی را داشته باشید.
فایل مناسب چاپ۳بعدی چگونه ایجاد میشوند؟
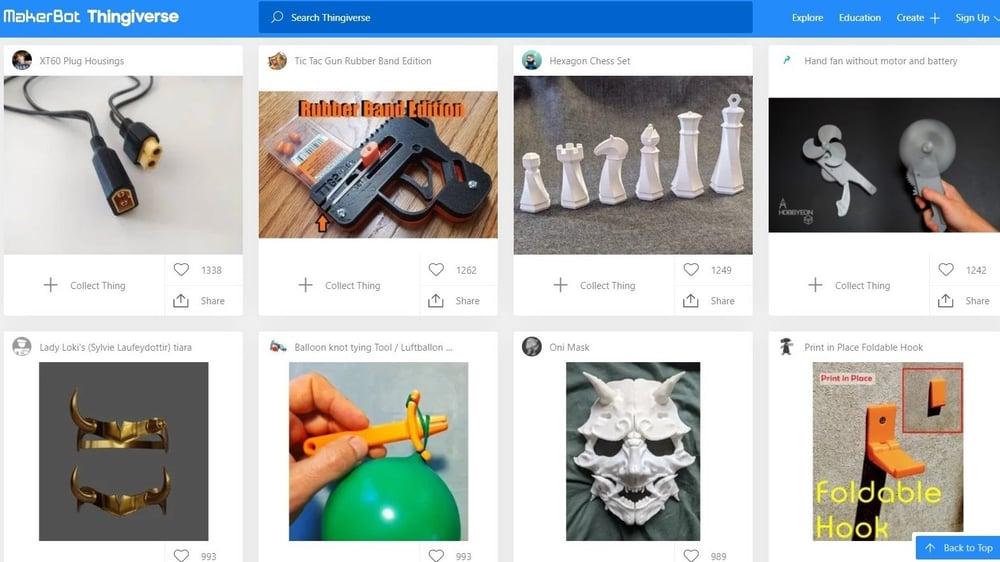
طبیعتاً اگر می خواهید قطعه ای را پرینت سه بعدی کنید، باید مدل سه بعدی آن قطعه را داشته باشید! این فایل۳بعدی با استفاده از نرم افزارهای طراحی مرسوم CAD ایجاد می شوند (باید به فرمت STL یا STEP یا 3MF یا OBJ خروجی گرفته شوند). خب شاید بگویید که من مبتدی هستم و مهارت کار با نرم افزارهای مدلسازی را ندارم. نگران نشوید، هیچ اشکالی ندارد! برای تازه کارها نرم افزارهای تحت وب وجوددارند؛ مثلا اپ آنلاین Tinkercad، برنامه ای ساده و کاربردی است که تقریباً هر کسی می تواند بدون هیچ تجربه قبلی از آن برای مدلسازی سه بعدی استفاده کند. همچنین با دسترسی روز افزون افراد جامعه به چاپگرهای۳بعدی که در سال های اخیر روند آن شدت یافته، سایتهای متعددی بعنوان مخزن رایگان مدل سه بعدی پدید آمده اند. در اینجا تعدادی از محبوب ترین آنها را معرفی میکنیم:
- Thingiverse (رایگان): https://www.thingiverse.com
- MyMiniFactory (رایگان و پولی): https://www.myminifactory.com
- Cults3D (رایگان و پولی): https://cults3d.com
- CGTrader (رایگان و پولی): https://www.cgtrader.com
- Printables (رایگان): https://www.printables.com
به این ترتیب، متوجه شدید که هر کسی میتواند فایلی برای پرینت را بدست بیاورد – بدون نیاز به مهارت مدلسازی!
آماده سازی فایل برای چاپ۳بعدی
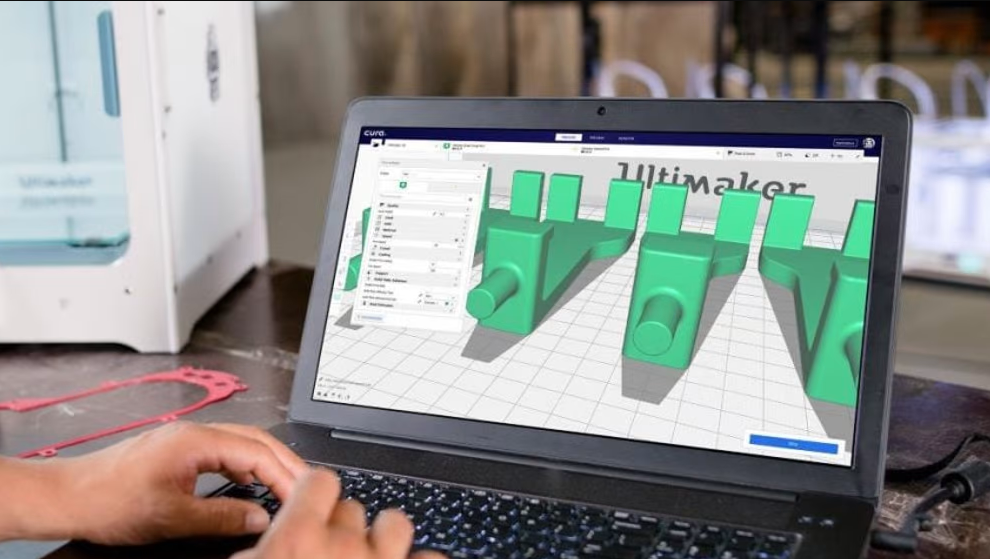
هنگامی که یک مدلسازی در نرم افزار طراحی دلخواه به پایان رسید یا آنرا دانلود کردید، باید با استفاده از نوع خاصی از نرم افزار آماده پرینت شود تا مدل را به اسکریپت دستورالعمل های جی کد (که قبلاً ذکر کردیم) ترجمه کند. این کار با استفاده از نرم افزار slicing انجام می گردد (به آن اسلایسر یا برش دهنده لایه گفته می شود). پس از وارد کردن مدل۳ بعدی به نرم افزار اسلایسر، می توانید تنظیمات را مطابق با نیازهای چاپ خود تنظیم کنید، مثلا برای تنظیم بسیاری از پارامترهای مهم سرعت و دما، ضخامت دیواره، درصد پر کردن داخلی قطعه، دقت پرینت یا رزولوشن و بسیاری موارد دیگر …
– برای سفارش چاپ سه بعدی،دریافت مشاوره و تعرفه خدمات کلیک کنید: 3DPE service –
فایل حاصل از G-code، “زبان” چاپگرهای سه بعدی و ماشینهای CNC است. G-code اساساً فهرستی طولانی از دستورالعمل هایی است که چاپگر برای ساخت مدل دنبال می کند. بعبارت دیگر پرینت سه بعدی بدون فایل G-code غیر ممکن است.
خب حالا این نرم افزار برش دهنده (اسلایسر) را از کجا پیدا کنیم؟ خبر خوب اینکه اکثر آنها رایگان هستند! محبوبترین نرم افزارهای چاپ سه بعدی شامل Cura، Simplify3d و … میباشند. از لینک زیر میتوانید آنها را دانلودکنید:
https://www.3dpe.ir/3d-printer-software/
پس از اسلایسینگ نرم افزاری فایل، دو کار مهم برای آماده شدن چاپگر سه بعدی را فراموش نکنید:
- جاگذاری متریال (رشته فیلامنت): اکسترودر باید قبل از شروع چاپ آماده دریافت رشته پلاستیک باشد. فرآیند چاپ با گرم کردن انتهای داغ (معمولاً بالای ۱۷۵ درجه سانتیگراد، بسته به ترکیب شیمیایی پلاستیک) و سپس بارگذاری فیلامنت در اکسترودر گرم شده آغاز می شود. اغلب، چاپگرها عملیات از پیش پیکربندی شده ای دارند که به شما در این فرآیند کمک می کند.
- تسطیح بستر یا کالیبراسیون: برای اینکه چاپگر بتواند فیلامنت را بطور دقیق رسوب دهد و شیء را بسازد، سکوی ساخت باید کاملا تراز باشد. بسته به نوع دستگاه، تراز کردن می تواند دستی یا خودکار باشد. تراز کردن بسیار مهم است زیرا اگر بستر چاپ خیلی دور یا نزدیک به نازل باشد، اولین و مهمترین لایه به تخت نمی چسبد و باعث می شود چاپ به طور خودکار از کار بیفتد.

مواد مصرفی چاپ سه بعدی:
همانطور که قبلاً اشاره کردیم، پرینترهای سه بعدی FDM از رشته پلاستیک بعنوان ماده ساخت استفاده می کنند. این رشتهها اساساً ترموپلاستیکهایی هستند که بطور خاص مهندسی شدهاند و میتوانند ذوب و سرد شوند و همچنان یکپارچگی ساختاری خود را حفظ کنند. فیلامنتها معمولاً در دو قطر متفاوت هستند: رشته ۱.۷۵ میلی متر و رشته ۳ میلی متر (یا ۲.۸۵ میلی متر). جدا از قطر، فیلامنت در بسته وزنی متنوعی وجود دارد. با نگاهی اجمالی به بازار مشخص می شود که رایج ترین سایزها ۵۰۰ گرم، ۷۵۰ گرم، ۱ کیلوگرم، ۲ کیلوگرم و ۳ کیلوگرم هستند.
یکی از بهترین ویژگی های چاپ FDM آنست که می توانند با مواد متنوعی کار کنند. سه ماده مرسوم PLA، ABS و PETG که همیشه در بازار موجود هستند. برخی از انواع مواد جدیدتر مثل انعطاف پذیر (TPU – TPE)، نایلون، ترکیبی با چوب، فلز و ماسه …، پلی کربنات، درخشان در تاریکی و مواد رنگین کمانی …
فرایندهای پرداخت و ماشینکاری پس از پرینت
بعد از اینکه 3D Print با موفقیت تکمیل و قطعه را در دستانتان لمس کردید، بسته به نیاز شما ممکن است لازم باشد برخی از مراحل متداول پس از پردازش را انجام دهید:
- حذف بافتهای زائد: پس از چاپ، به احتمال زیاد می خواهید هر گونه مواد اضافی را حذف کنید. دیدن برخی از مواد اضافی بر روی سطح قطعه غیر معمول نیست و بعدا از قطعه جدا میشوند.
- سنباده زدن: از بین بردن لکهها، مانند لکههای باقی مانده از برداشتن مواد زائد، جایی است که کاغذ سنباده وارد میشود. سنباده زدن ظریف و اصولی میتواند سطح قطعه را صافتر کند.
- بتونه کاری یا رنگ کردن: پرینت قطعه معمولا با متریالی تک رنگ انجام میشود. برای رنگی کردن قطعاتی مثل مجسمه که نیاز دارند جزئیات دلخواه (مو، چشم و دهان و …) نمایان باشند، می توانید مدل خود را رنگ آمیزی کنید. همچنین قطعات میتوانند با هر پوشش سازگار ترموپلاستیک عایق کاری شوند.
- پولیش یا صاف کردن: پوشش اپوکسی نیز یکی از راه های صاف کردن سطح یک قطعه چاپ پلاستیکی شده میباشد. فیلامنتهایی مانند ABS با روش پولیش محلول استون برای دستیابی به یک رویه صاف و براق بکار میروند.
- جوشکاری یا چسباندن: هنگامی که می خواهید یک مدل سه بعدی بسیار بزرگ را چاپ کنید که در حجم ساخت چاپگر شما قرار نمی گیرد، می توانید قطعه را در دو یا چند تکه چاپ و بعداً آنها را به هم بچسبانید.

نکات کاربردی برای یک پرینت سه بعدی موفق
دستگاه چاپگر سه بعدی، مانند هر ابزار دیگری، برای ادامه کار نیاز به تعمیر و نگهداری منظم دارند:
- تمیز کردن بستر: همیشه ایده خوبی است که پلت چاپ را بعد از استفاده پاک کنید. در صورتی که جرم و پلاستیکی باقی مانده است یا چسبی روی بستر وجود دارد، از اسفنج آشپزخانه، صابون و آب گرم استفاده کنید تا از شر آنها خلاص شوید. با توجه به سازنده دستگاه، میتوانید دستورالعمل های دفترچه راهنما را برای تمیزکاری بستر ساخت مطالعه کنید.
- تمیز کردن نازل: قبل از شروع چاپ، نازل خود را با یک برس یا پارچه تمیز کنید. مطمئن شوید هیچ رشته جامدی در اطراف گیر نکرده باشد که ممکن است در چاپ های بعدی مشکل ایجاد کند.
- ذخیره سازی درست مواد: یکی از جنبه های مهم پرینت۳ بعدی است، بخصوص اگر چندین رول باز در اطراف خود داشته باشید. رشته پلاستیک نیمه مصرف شده وقتی برای مدتی روی میز یا دستگاه باقی بماند، گرد و غبار و رطوبت را جذب میکند و کیفیت خود را از دست میدهد. این امر موجب خرابی فرآیند پرینت میشود. پس از ظروف در بسته یا کیسه های وکیوم زیپ پرسی برای نگهداری فیلامنت باز شده استفاده کنید.
امیدواریم این مقاله برایتان مفید واقع شود. خوشحال میشویم نظرات خود را با ما در میان بگذارید.
منبع مقاله: https://all3dp.com/





ارسال نظر شما
مجموع نظرات : 0 در انتظار بررسی : 0 انتشار یافته : ۰